
Let’s talk about Grain Distilleries: Girvan Distillery
Grain whisky distilleries don’t get as much coverage and I think it’s quite a shame. There are many exciting innovations that may seem foreign to a traditional pot still Single Malt distillery. Today, I am starting with Girvan!
The grain distillery is situated near the coastal town of Girvan, which it is named after. William Grant & Sons (WGS) owns the Girvan distillery. WGS also own Glenfiddich, Balvenie, Kininvie, Alisa Bay and Hendricks in Scotland. Girvan distillery is in a site just over 1.5 kmsq that also contains Ailsa Bay distillery, Hendrick’s gin distillery, company offices, a cooperage and more than 40 warehouses.
How did Girvan start?
Before Girvan distillery started, the Distillers Company Limited (DCL) was supplying WGS with grain whisky for their Grant’s Blended Scotch. But then, WGS aired an advertisement on the television for their Grant’s Standfast Blended scotch, shown below. DCL saw that move as direct competition and threaten to cut off their supply. Given that this is the mid 20th century, where blends reign supreme. Losing their supply of grain whisky will affect their ability to continue producing Grant’s Blended Scotch.
After that dispute, WGS wanted their own supply of grain whisky and they decided to build the Girvan distillery. Within nine months, the construction was complete and the distillery was functional! Charles Gordon, who oversaw the construction of Girvan distillery, had the first spirit distillation run on Christmas day of 1963. This choice of the day pays homage to Charles Gordon’s great grandfather, William Grant and Glenfiddich distillery, which also first ran their stills on Christmas day as well. Today, the distillery operates a continuous process 24/7 and also has a capacity of over 100 million litres of pure alcohol per annum! How does this distillery achieve this feat? Let’s take a look at the production to find out!
Malting and Mashing
Girvan uses approximately 10% Malted Barley and 90% Wheat in the grain bill for several reasons:
1) Scotch Single Grain must have some amount of Malted Barley in it as dictated by the SWA.
2) The enzymes in malted barley to help break down starch into fermentable sugars.
3) Wheat is inexpensive.
Like many grain distilleries, the wheat Girvan distillery uses for grain whisky distillation is unmalted, which saves money and time as there is no malting process for the wheat. The malted barley and wheat go through separate mills and mashes with hot water separately as well. The slurry is then mixed together before the fermentation.
Fermentation
Unlike a traditional pot still distillery, the mash does not go through filtration into a liquid wort before fermentation! Instead, these grain solids, that would have normally been “draff”, mix with the sugary liquid mixture to form a porridge-like slurry.
This mash slurry then ferments in one of 29 fermentation vessels for around 60 hours. After two and a half days, the “wash” slurry is around 10-11% abv. The slurry then enters the column still.
The stills at Girvan
Girvan has a handful of column stills but some of them have been decommissioned. No. 1 Apps (Apps short for Apparatus) was the first Coffey still that was running since the distillery started in 1963, until its decommissioning in 2016. No. 2 Apps and No. 3 Apps are also decommissioned.

The currently running stills are No. 4 Apps and No. 5 Apps, which uses a Multipressure System (MPS) that the distillery started installing in 1992. This MPS technology allows for vacuum distillation, which means the column still is operating under atmospheric pressure. In other words, this lower pressure distillation means that ethanol will boil at a lower temperature, a bit like how water boils below 100°C when one is up high in the mountains where the air pressure is lower. You can see a video about that here!
This MPS vacuum distillation help saves energy as well, as the column operates at a lower temperature!
Distillation
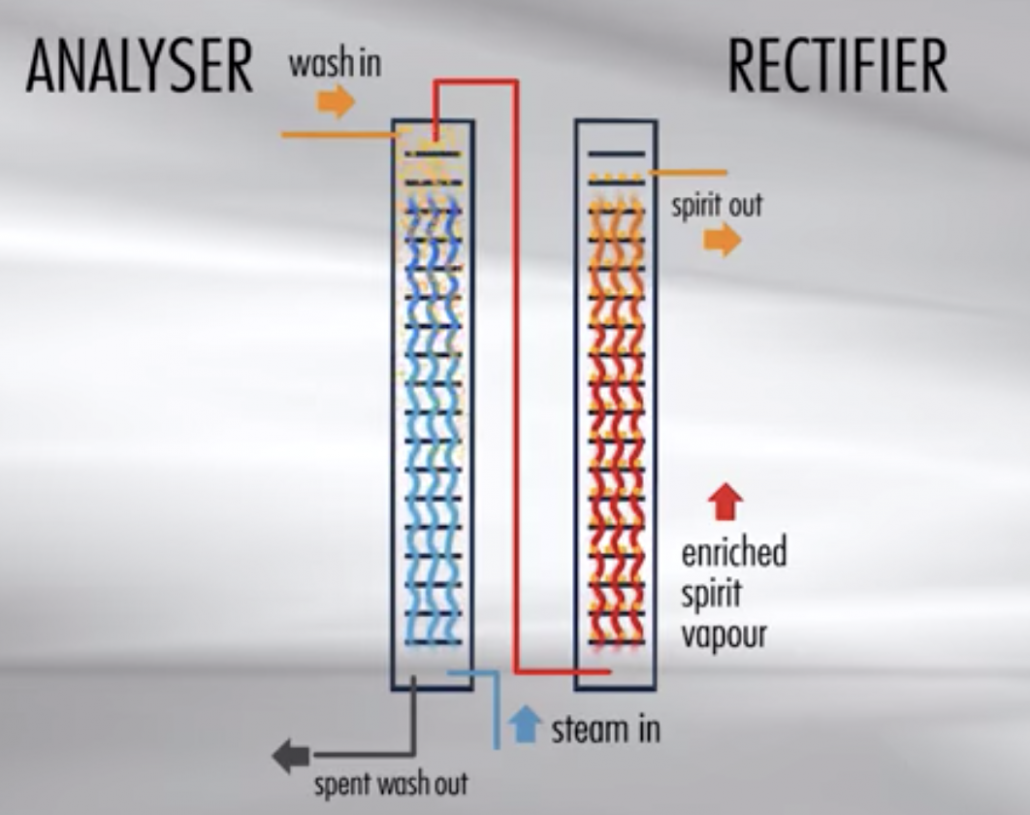
After the fermentation, the slurry enters through the top of the column, as shown in the diagram above. At the bottom of the analyser section, the column is heated by direct steam injection. That is to say, the hot steam interacts and heats the slurry directly, with solids and water flowing to the bottom whilst the alcohol vapours and congeners (flavour compounds) rise to the rectifying section. This separates the grain solids from the alcohol and congeners. To help visualise this process, I recommend the video below from Girvan distillery!
The distillers take precaution to ensure the wash entering the still is approximately 80°C and below 86°C. This tight control on the temperature is due to the compromise of wanting a higher temperature for faster distillation and wanting a temperature below 86°C so that the congeners and grain solids will not burn. This not only ensures a fruiter grain spirit as the congeners do not burn but also ensures process safety!
In the rectifying section, the fusel oils are also taken away, which will
1) Allow the final distillate to be softer.
2) Prevent a build-up of fusel oils in the column to ensure smooth continuous operation
3) Be sold to the cosmetics industry and reduce the waste Girvan produces
The stainless steel columns also have sacrificial copper to help purify the distillate similar to a copper pot still in a single malt distillery. However, the sacrificial copper unit needs to be replaced like a shaving cartridge. Below is a photo of sacrificial copper packings from Chris Burgess, Distilleries Process Leader at WGS.

Not just a Grain Distillery, but a Green Distillery
Girvan is a prime example of a Green Distillery. Remember all the grain solids that fall to the bottom of the rectifying section? All that biological by-product are used to make biogas, which can then help power the distillery itself. In fact, this process is so efficient that it not only meets the 4.8MW power demand of the distillery but sends the excess 2MW of power back to the power grid to power residential households!! That is truly amazing!
Girvan distillery deserves more attention
Now here’s my biggest issue with Girvan Distillery: No Visitors Centre! >:(
This remarkable eco-friendly distillery which was the first to implement the MPS system back in 1992, truly deserves praise and attention. Furthermore, planning a steady-state continuous distillation requires careful planning to make sure heat and materials (like grain solids and fusel oils) do not accumulate, and everything runs smoothly. This ensures product quality, efficiency and a low carbon footprint!
Now hopefully they release more Girvan, maybe a quarter cask or a sherried octave! <3
Sources:
Girvan Official Website.
Scotch Whisky Cereals Technical Note – 3rd Edition (Scotch Whisky Association)
Girvan Distillery decommissions No.1 Apps (Spirits Business)
Sustainable Planet: Refine Fuel Consumption by Paul Studebaker.
Sustainable Energy using Anaerobic Digestion of By-Products (University of Strathclyde).
How to make greener whisky? Power Grid Internation.
Whiskypedia: Girvan.
Not Backing Down By Gavin Smith (Whisky Magazine).
Tom’s Whisky Reviews – Girvan Distillery Tour.
Distillery Stories: The Girvan Distillery by Greg (Great Drams).
Distillery Visit: Girvan (Whisky for Everyone).
Girvan Distillery (Miss Whisky).



{kind=link}